∆Łő©§őĻ‚łķő®•‚°ľ•Ņ§ő•ę•ģ§ŌĪĢőŌ¬–ļŲ
7∑Ó9∆Ł§ň∆Łő©ņĹļÓĹͧ¨»Į…ŧ∑§Ņ°Ęłķő®96%§»Ļ‚§§°Ę•Ę•‚•Ž•’•°•ĻŇīŅī§ÚĽ»§√§Ņ•‚°ľ•Ņ(Ņř1°Ę2)§Ō°Ęļŗőѧő≤√Ļ©§¨•ę•ģ§ņ§√§Ņ°£ļ£≤ůĽÓļÓ§∑§Ņ•‚°ľ•Ņ§Ō°ĘĻŮļ›Ļ‚łķő®Ķ¨≥ §őļ«Ļ‚•ž•Ŕ•Ž§ňŃÍŇŲ§Ļ§ŽIE 5§Ú•Į•Í•Ę§∑§∆§§§Ž°£§≥§ž§ř§«§őļ«Ļ‚•Į•ť•Ļ§»§§§®§Ť§¶°£

Ņř1°°∆Łő©ņĹļÓĹͧ¨≥ę»Į§∑§Ņłķő®96%§ő•‚°ľ•Ņ(Ī¶)
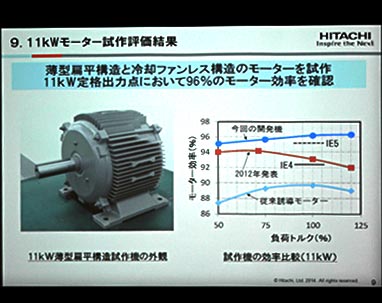
Ņř2°°łķő®96%§«IE 5§Ú•Į•Í•Ę§∑§Ņ11kW§őĻ‚łķő®•‚°ľ•Ņ
∆Łő©§Ō2«ĮŃį§ňIE 4§»§§§¶įž§ńń„§§•ž•Ŕ•Ž§Ú•Į•Í•Ę§∑§Ņ•‚°ľ•Ņ§Ú»Į…ŧ∑§∆§§§Ž°£§≥§őĽĢ§őłķő®§Ō°Ę…ť≤Ŕ•»•Ž•Į100%§»§§§¶ĺÚ∑Ô§«93%§«§Ę§√§Ņ°£§Ĺ§ž§Ú96%§ň匧≤§Ņ§≥§»§¨§…§ž§Ř§…§Ļ§ī§§§ę°£∆Łň‹ĻŮ∆‚§őĽļ∂»…ŰŐÁ§őĺ√»ŮŇŇőŌ§ŌŃī¬ő§««Įī÷4,850≤ĮkWh°£§≥§ő∆‚°Ę•‚°ľ•Ņ§¨ņͧŠ§Ž≥šĻÁ§ŌŐů75%§ň§Ę§Ņ§Ž«Įī÷3,600≤ĮkWh§»ļ«§‚¬Á§≠§§°£§‚§∑Ľļ∂»Õ—•‚°ľ•Ņ§őłķő®§Ú1%匧≤§Ž§»§Ĺ§őĺ •®•Õłķ≤Ő§Ō36≤ĮkWh/«Į§»§ §Í°Ę§≥§őŅŰĽķ§Ōł∂Ľ“őŌ»ĮŇŇĹÍ1īū ¨§ňŃÍŇŲ§Ļ§Ž§»§§§¶°£ļ£≤ů3%匧≤§Ņ•‚°ľ•Ņ§ÚĻŮ∆‚Ľļ∂»Ńī¬ő§«Ľ»§¶§»≤ĺńͧĻ§Ž§»°Ęł∂»Į3īū ¨§őĺ •®•Õ§ň§ §Ž°£
•Ę•‚•Ž•’•°•Ļ§őŇī»ń§ŌńŐĺÔ§őŇīĻ›»ń§ň»ś§Ŕ§∆∆©ľßő®§¨1∑ŚĻ‚§Į°ĘŇī¬Ľ§Ō1/10§»ń„§§°£§≥§ő§Ņ§Šłķő®§ŌĻ‚§Į§ §Ž§Ō§ļ°£§∑§ę§∑°ĘĶ„§≠ĹͧŌ°Ę«Ų§§•Ę•‚°ľ•’•°•ĻŇī»ń§Ú•‚°ľ•Ņ§ő•Ļ•∆°ľ•Ņ§ő∑Ńĺű§ňĻÁ§Ô§Ľ§∆ņŕ√«≤√Ļ©§Ļ§Ž§»°Ęľßņ≠∆√ņ≠(ľß¬ęŐ©ŇŔ)§¨őŰ≤ŧ∑§Ņ§≥§»§ņ°£ő„§®§–°Ęľß¬ęŐ©ŇŔ§¨1.6T (•∆•Ļ•ť) §«Ňī¬Ľ§¨§Ô§ļ§ę1W/kg§∑§ę§ §§ņł§ő∆√ņ≠§¨őŰ≤ŧ∑°ĘŇī»ń§Ú≤√Ļ©§Ļ§Ž§»1.4T§«°Ę16W/kg§»§§§¶Ňī¬Ľ§¨ņł§ł§∆§§§Ņ°£
∆Łő©§ő•®•ů•ł•ň•Ę§Ō°ĘłŁ§Ķ0.5mm§őŇīŅī§ň•≥•§•Ž§Úī¨§§§ŅH•≥•§•Ž§»ł∆§÷ľßĶ§•Ľ•ů•Ķ§ÚĽÓļÓ°Ęľ¬Ķ°§ňľŤ§Í…’§Ī°Ę•Ę•‚•Ž•’•°•ĻŇīŅī§őľßĶ§∆√ņ≠§Úńī§Ŕ§Ņ°£¬Ľľļ§Úņł§ŖĹ–§∑§∆§§§ŅÕ◊įݧŌ°Ę≤√Ļ©§Ļ§ŽĽĢ§őĪĢőŌ§ņ§»§§§¶°£•Ę•‚•Ž•’•°•ĻŇī§ŌĶřőš§∑§∆ļÓ§Ž§Ņ§Š°ĘĶ¨¬ßņĶ§∑§ĮŇīł∂Ľ“§¨ ¬§ů§«§§§ §§ļŗőѧ«§Ę§Ž°£ĪĢőŌ§¨≤√§Ô§Ž§»ľßņ≠∆√ņ≠§¨¬Á§≠§ĮőŰ≤ŧ∑§∆§§§Ņ°£§≥§ő§Ņ§ŠĪĢőŌ§Ú§«§≠§Ž§ņ§Īłļ§ť§Ļ§Ť§¶§ň°Ę•Ę•‚•Ž•’•°•ĻŇī»ń§ő¬Á§≠§Ķ§š≤√Ļ©§őĽŇ ż§őļ«Ň¨√Õ§šļ«Ň¨ żň°§ÚĶŠ§Š§Ņ°£ľ¬ļ›§ő•«°ľ•Ņ§»2ľ°łĶ°¶3ľ°łĶ§ő«ģ•∑•Ŗ•Ś•ž°ľ•∑•Á•ů§ÚÕÝÕ—§∑§∆°Ę¬Ľľļ§Ļ§ §Ô§Ń«ģ§ő»Įņłĺű∂∑§Ú≤ńĽŽ≤ŧ∑§Ņ°£§≥§ž§ň§Ť§√§∆•Ę•‚•Ž•’•°•ĻŇīŅī§ő¬Ľľļ§Úłļ§ť§Ļ§≥§»§¨§«§≠§Ņ§»§§§¶°£•Ę•‚•Ž•’•°•ĻŇī»ń1ňÁ§őłŁ§Ķ§Ō25µm§«°Ę§Ĺ§ž§Ú2000ňÁĹŇ§Õ§∆ŇīŅī§»§Ļ§Ž(Ņř3)°£§Ĺ§őŇīŅī§őľĢ§Í§ň•≥•§•Ž§Úī¨§≠§ń§Ī§∆ŇŇľßņ–§ÚļÓ§Ž°£§Ĺ§ő•≥•§•Ž§őī¨§≠§ń§Ī ż§ňīō§∑§∆§‚ĪĢőŌ§¨∆Ģ§Ž§Ņ§Š°Ęļ«Ň¨§ ī¨§≠ ż§Úłę§§Ĺ–§∑§Ņ§»§∑§∆§§§Ž°£
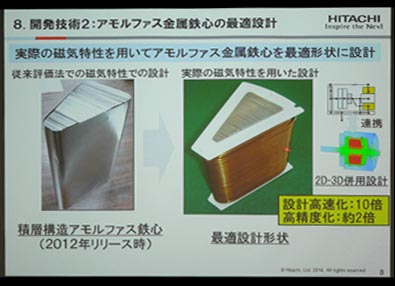
Ņř3°°∆Łő©§Ō•Ę•‚•Ž•’•°•ĻŇīŅī§őľßĶ§∆√ņ≠°Ę«ģ∆√ņ≠§Úľ¬¬¨§∑ļ«Ň¨∑Ńĺű§ÚĶŠ§Š§Ņ
•‚°ľ•Ņ§Ō•Ę•≠•∑•„•Ž•ģ•„•√•◊ĻŬ§§ÚļőÕ—§∑§∆§™§Í°Ę•Ļ•∆°ľ•Ņ§őŇŇľßņ–§ÚĪŖ»◊ĺű§ő2ňÁ§ő•Ū°ľ•Ņ§«∂ī§ŖĻĢ§ŗ żľį°£•≥•§•Ž§Úī¨§≠§ń§Ī§ŅŇŇľßņ–§Ú≤ůŇĺľī§őľĢ§Í§ňĪŤ§√§∆ĹĹŅŰłńņŖ§Ī§Ž(Ņř4)°£•Ę•≠•∑•„•Ž•ģ•„•√•◊ żľį§«§Ō°Ę2ňÁ§őĪ Ķ◊ľßņ–ĪŖ»◊•Ū°ľ•Ņ§¨≤ůŇĺ§Ļ§Ž°£ļ£≤ů°Ę•Ę•‚•Ž•’•°•ĻŇīŅī§ő¬Ľľļ§ÚĺĮ§ §Į§∑°ĘŇŇľßņ–§őľßőŌ§Ú∂Į≤ŧ∑§Ņ§Ņ§Š°Ę•Ū°ľ•Ņ§őĪ Ķ◊ľßņ–§ň•ž•Ę•Š•Ņ•Ž§Ú∆Ģ§ž§ §Į§∆§‚ĹĹ ¨§ łķő®§¨∆ņ§ť§ž§Ņ°£
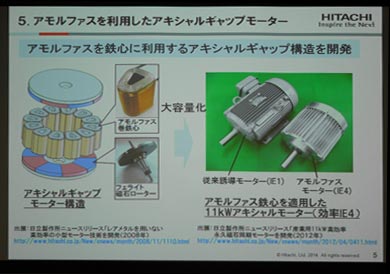
Ņř4°°•Ę•≠•∑•„•Ž•ģ•„•√•◊ żľį§ő•‚°ľ•Ņ§Ú∆Łő©§¨≥ę»Į
§≥§őĻ‚łķő®•‚°ľ•Ņ§Ō°Ę•›•ů•◊§š•÷•Ū•Ę°ľ°Ę∂űĶ§įĶĹŐĶ°(•≥•ů•◊•ž•√•Ķ)§ §…ņŬ§Ńű√÷§ňĽ»§¶Ľļ∂»Ķ°≥£Õ—Ň”§ę§ťľ¬Õ—≤ŧ∑°ĘĶĽĹ—§¨§≥§ §ž§∆§Į§Ž§»ľę∆įľ÷§šĺģ∑Ņ•‚°ľ•Ņ§ §…Ļ≠§§Õ—Ň”§ňŇł≥ę§∑§∆§§§Į°Ę§»ľ¬Õ—≤ŧÚ√īŇŲ§∑§∆§§§Ž∆Łő©ĽļĶ°•∑•Ļ•∆•ŗ§őCTO§«ł¶Ķś≥ę»Į•Ľ•ů•ŅńĻ§őŃÍ«Ō∑ŻįžĽŠ§ŌīŁ¬‘§∑§∆§§§Ž°£