AI��ǥ����ץ顼�˥ˤ���Ū���������Ѥ�������ۤ���Ԥ��ơʸ��ԡ�
���ԤǤϡ�ɮ�Ԥʤ��FMEA (Failure Mode and Effects Analysis) ��AI���ǥ����ץ顼�˥λٱ������Ƽ»ܤ���Ȳ��ꤷ���顢�ɤΤ褦�ʥ��åȤ����뤫��仡���Ƥߤ���
FMEA�ϡ��������ڥǥ����Ǥ�ָξ㡦�Զ����ɻߤ���Ū�Ȥ���������Ū�ʸξ���η�Ū��ʬ����ˡ�פȵ�����Ƥ���(���ͻ���18)��ISO9001�Ǥ�ͽ�������Ȥ��ƿ侩����Ƥ�����פʼ�ˡ�Ǥ���ʻ��ͻ���19�ˡ�FMEA�οʤ��������������ֲ����ǥʥΥ�������ȾƳ�μ������ءסʻ��ͻ���20�ˤ˵��ܤ��Ƥ���Τǡ�������˹ͻ����롣�����Ǥϴ���Ƴ�����Ƥ�������ή�������������֤�Ʊ��ε���������饤������ߤ���������ꤹ�롣�������ʲ��������ϥ������������Ѥ˸¤ä��äǤϤʤ����ɼԤγ��ͤˤϤ��줾���ʬ��ǡ��ܹƤ��߱�ʤդ���ˤ��Ƥ��ɤ�ĺ����й����Ǥ��롣
FMEA�ν������ˡ
FMEA��ȡʻ��ͻ���21�ˤ���˽��äƽ缡���Ҥ��롣
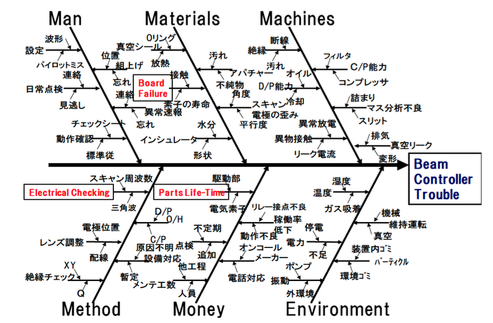
(1) �ޤ����λ��������ʬ�Ϥ��ơ����ƥ����̤˲��λ��Τ�ʬ�ष�������˥ѥ졼�ȿޤˤޤȤ�롣�㤨���ŵ��ϡ������ϡ�ɽ���ϤʤɤΥ��ƥ����ʬ�ष���ξ�����ʬ�Ϥ��롣�����Ǥ⤷�ŵ��Ϥ�¿��������С����˺����ŵ��Ϥ���ǥ��ƥ����⤦������ʬ������ʬ�ष���ξ����Υѥ졼�ȿޤ��롣���Υ���դ��Ѥ��ƻ��η����ˡ����Τλ��Τ�50%�ʾ��������ܤ�ԥå����åפ��롣�㤨�Хӡ�������������������������ͥ륮���������ʤɤǤ��롣���ΰ�Ϣ�κ������1�˼�����
��1 �ξ�Ľ�ѥ졼�ȿ�A �ŵ��ϸξ㤬50% B �ŵ��Ϥ���ǥӡ��������������������������ͥ륮�����åƥ������θξ��60%�����Ƥ���
(2) �ԥå����åפ������줾��ι��ܤ��Ф��ơ��Ĥޤꤳ���Ǥϥӡ�������������������������ͥ륮���������ˤ����ơ����θ������װ�ʬ�Ϥ�Ԥ�����������ι���ʬ�Ͽޡʸ�ҡˤ�������ơ�������ǽ��פ��װ���ȴ�褹�롣
����Ȥ��ơ���1�Υӡ�����������װ����Ͽޤ��2�˼������ܡ��ɼ��Τθξ��ȴ�������ɤ�����Τ䡢�ŵ�Ūư������å����դ�ʤ��Ԥ����ɤ�����Ρ����ˤ����ʤμ�̿��ͽ¬���Ƹ��Ƥ������ɤ�����Τʤɤ����Ƥ��롣
��2 �ӡ���������ξ���װ�ʬ��
�����Ǥ��װ�ʬ�Ͽޤ��Ƥ��ʤ�����Ʊ�ͤ˥��������ϥ����Υȥ�֥�ξ��ϡ������������ݸ���Ȥ�Ω�ƴְ㤤��������ɡ��������إåɸʤɤ����״������ܤˤʤ������ޤ����ͥ륮������Υȥ�֥���װ�ʬ�ϤǤ���й��Ű������ݡ�������ϩ���������ʸ��β���ʤɤ������������
(3) ���줾��β�����Ф��ơ���Ϣ�����װ���Ǥ�������ޤȤ������Ť��դ���Ԥ����Ĥޤ����٤Ϲ⤤�����ﳲ��ۤ����ʤ����Ρ����뤤�����٤Ͼ��ʤ���ȯ��������ﳲ��ۤ�����Ǥ�����Ρ������ƹ������ᤤ������ȯ���Ǥ����»�������ʤ��ΤǤ��ĸ��ФǤ��뤫�ʤɡ�ȯ�����١��ƶ��١�����������Ǥ�������Фβ�ǽ���ʤɤ��θ���ƽŤ��դ���Ԥ��������٤�����ɾ������ʻ��ͻ���22�ˡ������ޤȤ��Τ�FMEA�����ȤǤ��롣
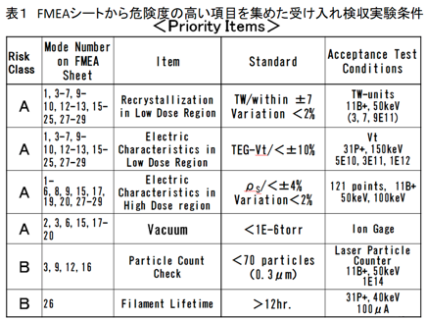
(4) �Ť��դ���Ԥä����̤��줿���ܤ˴ؤ��ơ���شط��������Τ�ޤȤ�ơ��������ܤ��ᡢȽ����ȳ�ǧ�¸�������롣�����㤬ɽ1�Ǥ��롣���λ�����ʤΤϡ������ޤǤ�ʬ�Ϥϲ��λ��Τ˴�Ť���ΤǤ��äơ�����λ���ͽ¬�Ϥʤ���Ƥ��ʤ���������������Ƴ�����뵡��Ǥϡ�����ΥǥХ�������¤���ʤ���Фʤ�ʤ������Τ���Ծ�ư����ܵҤε���ư����Ƥ����������ܤ��ɲä��Ƥ������Ȥ����פˤʤ롣
(5) ������Ƴ�����˻�ơ������ܹ�ʤ������Ȥ��ǧ���Ƥ�����¤�饤���Ƴ�����롣
���Τ褦�ʼ���Ƨ��Τ���������������FMEA�Τ�����Ǥ��롣�������Х��������Ǥ��뤬���̾��ô�����ѼԤ����������䤷�Ƽ�����Ĵ����ʬ�Ϥ����ײ��Ω�Ƥ����ط��Ԥȿ��Ĥξ塢���������μ������측���Τ���μ¸����Ԥʤ��롣
AI��ǥ����ץ顼�˥�Ƴ���������ɥХ�FMEA
�嵭��Ƚ��AI��ǥ����ץ顼�˥��Ȥ���FMEA��Ԥ��Ȳ��ꤷ�褦����ȼ����ֹ�Ϥ��줾��������ֹ���б����Ƥ��롣����ȶ��̤��뤿�ᥢ�ɥХ�FMEA�ȵ������Ȥˤ��롣
(1) - (3) ���λ����ʬ�Ϥϻ��������������������Ѥ��Ƥ����С��ǥ����ץ顼�˥Ǥ����ؽ��������ɤ߹��ߡ����η�̤�ѥ졼�ȿޤˤޤȤ��Τ�AI������ʬ��Ǥ��롣���������Ϣ������ܤ��װ�ʬ�Ͽޤ���Τ⡢���Ǥϥ��եȤ�����������д�ñ�ˤǤ���Ϥ��Ǥ��롣�����õ����ٽ���ɤ߹���Ǵ�Ϣ�õ�����õ��ޥåפ��뤳�ȤϤ��Υ֥����Ǥ�9ǯ�������ѤߤǤ���ʻ��ͻ���23�ˡ����äƻ���������ɤ߹��ߤ�����λ��Τν��ס�ʬ��ʤɤ��ưפˤǤ���Ϥ��Ǥ��롣
(4)�ˤ����Ƥϡ��ŤߤŤ��Ϥ��줾��ƼҤλ��𤬤�������ǤϤ����ʤ��Ȼפ��롣�����������Ǥ�ѼԤ��Ť��դ����ꤷ�Ƥ��С����եȤ��Ȥ߹���ΤϺ���ǤϤʤ������������ͽ¬�Ϥޤ����Ф餯�ϵ��ѼԤ�Ƚ�Ǥ������餯ɬ�פȻפ���
(5)�Ǥϼ¸������ᡢ��ƹ���Ƚ���Τϡ����ѼԤλŻ��Ǥ��롣��ά�ϵ�����ʤ��Τǡ��¸���¾ڤ��פ�����֤�ɬ�פǤ��롣
������������������(1)����(3)��������(4)����䤷�Ƥ��������Τ���ε��ѼԤˤ�������������ϡ�AI��ǥ����ץ顼�˥γ��Ѥ�������û�̤����Ϥ��Ǥ��롣�������Х��������Ǥ��뤬����������䤷�Ƥ���ʬ�Ϥ������Dz�ǽ�ˤʤ�����������ä��������Ѿ�⡢�ޤ�ISO����Ǥ���פ�FMEA���������ʤ˳������Τǡ����夳��ʬ��ؤο�Ÿ�Ͻ�ʬ�ͤ����롣���餯ȯɽ����Ƥ��ʤ������ǡ����줾��θ���Ǥϲ��פ��ϤޤäƤ���������ȿ仡���Ƥ��롣����ư��ͽ¬�Ǥϡ����Τ褦�ʶ�̤���ͽ¬�ϰϤ�����ͤФʤ�ʤ���
AI���ǥ����ץ顼�˥ˤ�뾭�����������
���˥����롼����ε�ή���θ��������δֻ��ڤ��߷סʻ��ͻ���24�ˤ䡢��ȼԤι�ư�ѥ�����ư���ʻ��ͻ���25�ˤ��̣���������쥤�����Ⱥ����ʻ��ͻ���26�ˤʤɤ���ʸ�⤢�롣�ޤ�APC/AEC��Advanced Process Control / Advanced Equipment Control�˵��Ѥǥե����ɥХå����ե����ɥե���ɤ��̣���줿���ѡʻ��ͻ���27�ˤ⺣�ǤϹ����Ȥ��Ƥ��롣�ޤ�����¿�ʼ�������Ŭ���������ײ衢���������˴ؤ��Ƥ���ʸ�����ˤ��Ȥޤ��ʤ��ۤɰ��Ƥ��롣���ץ饤�����������ʸ�ʻ��ͻ���28�ˤ⤢�롣���Τ褦�����ꤵ�줿�饤��ˡ��嵭�Υ��ɥХ�FMEA���ä��С������饤��ε��ѳ������ʤ˿ʤळ�Ȥ��ưפ������Ǥ��롣QC�ط��δ������ѡ��㤨�з��������ʤɤ������˻���û�̤Ǥ���ȹͤ����롣����������ʼ����������������ʤɡ����褽�������Ѥ����Ƥ������Ȥ��������ѳפ����Ϥ��Ǥ��롣
������
IoT�ʤɤ˻Ȥ������ǥХ����������ƥ��եȤγ�ȯ�˴ؤ��ơ�ITE 2019���������Ƶ��Ҥ��������ˤ��γ�ȯ���פ�����֤�������û�̤���Ƥ�����֤��������ǻ��ּ�����礷�����λ������ü�γز��٥�ȡ����Ϥޤ���ʸ��ɽ���ʤ��Υ��ϥ��ʤɤ�°����ʬ��ο�����ư��Ĵ���ˤ�����Ǥ��뤳�Ȥ��Ŧ���������ΰ���Ȥ���AI��ǥ����ץ顼�˥��Ѥο�Ÿ�ǡ����߿ʹԷ���ͽ¬�����������Ѥΰ�ĤȤ��ƥ��ɥХ�FMEA��Ƥ������
���Ĥơ����ܤ�ȾƳ�ΥǥХ������������ɤ������夬���ä������⤷�ʤ��ǥ�ɤǤ����櫓�ǤϤʤ��������ˤ������ε��ѼԤ��Фޤʤ����Ϥ����ä�����Ȭ�֤Ǻ�ƻ����褦�ˡ����Ϥ��դ�м֤ϲ����ꡢ���ˤ�äƤϳ�����ž������롣�����������ˤ��Ƹ���β����������Ѥ�AI��ǥ����ץ顼�˥ǡ��礭���Ѥ�����Ȥ��Ƥ��롣�����ȾƳ�Τ˸¤餺��¤��Ȱ��̤˸����뤳�ȤǤ��롣��ǰ�ʤ���ɮ�ԤϤ��Τ褦���������Ѥηи����ʤ��������������Ѥ�����ߡ���Ū���������Ѥ����ޤ��Ѥ�ꡢ�����Ƥ�����ɤ��뵻�ѼԤ������ܤ���³�����ڽФ���뤳�Ȥ��äƤ��롣
�ռ�
��������Ƴ�������ķ�¬��ü�κ��Ĥ���������Ĺ��Ϥ���������ץ�����४�ե������������˴��դ������ޤ����ޤ����Ĥ⸶�ƤΤ����ɤ��븵NEC�ι�ƣ����ȥ��ߥ���ݡ������Խ�Ĺ���ķ����˸��鿽���夲�ޤ���
���ķ�¬��ü�κ��ĥץ�����४�ե�����
�������絬�Ͻ��ѥ����ƥඵ�饻��
�Ұ������
��������ر����طϸ�����ŵ��Ϲ����칶���йֻ�
�����ġ�����
AI��ǥ����ץ顼�˥ˤ���Ū���������Ѥ�������ۤ���Ԥ��ơ����ԡ�
���ͻ���
- FMEA
- ISO9001: 2015���ʤؤΰܹԡ������ƺ��������
- �����ĸ������֡ʲ����ǡ˥ʥΥ�������ȾƳ�μ������ءסʴ����ˡ���2��2013ǯ���ä�p.301-306����.
- ��1����2��ɽ1�θ�ŵ�ϸ��ȡ�����ޥ��������쥯�ȥ��˥�����������μ�̾��Tokin Microelectronics Incorporation�˾����Ƿ��ˤ��
- �Ť��դ��μ�ˡ���㤨�С�L. S. Lipol and J. Haq ,��Risk Analysis Method: FMEA/FMECA in the Organizations ,�� International Journal of Basic & Applied Sciences IJBAS-IJENS Vol: 11 No: 05 , pp.49-57 (2011)
- �����ĸ�������������Ǹ�������ġ�����õ��Żҿ�ۤǤ�ͭ�������õ���ʬ�ϡɡ����ߥ���ݡ����롡2010ǯ4��22��
- �㤨�С�S.-H. Huang, H.-Y. Shih, S.-N. Li, S.-C. Chen, C.-J. Tsai, ��Spatial and Temporal Distributions of a Gaseous Pollutant During Simulated Preventive Maintenance and Pipe Leaking Events in a Working Cleanroom��, IEEE Trans. Semicond. Manuf. 22, 391 (2009)
- �㤨�С�D. Anand, J. Moyne, and D. M. Tilbury, ��A Method for Reducing Noise and Complexity in Yield Analysis for Manufacturing Process Workflows,�� IEEE Trans. Semicond. Manuf. 27, 501 (2014)
- �㤨�С�B.-I. Kim, S. Jeong, J. Shin, J. Koo, J. Chae, S. Lee, ��A Layout- and Data-Driven Generic Simulation Model for Semiconductor Fabs��, IEEE Trans. Semicond. Manuf. Vol.22, p.225 (2009)
- �㤨�С������ĸ���, ��AEC/APC�θ�����1982ǯ�˽дꡢ83-84ǯ�˸������줿NECȯ���õ�,�� ���ߥ���ݡ�����(2009ǯ11��12��)
- �㤨�С�D. Huang, H. S. Sarjoughian, W. Wang, G. Godding, D. E. Rivera, K. G. Kempf, H. Mittlemann, ��Simulation of Semiconductor Manufacturing Supply-Chain Systems with DEVS, MPC, and KIB,�� IEEE Trans. Semicond. Manuf. 22, 164 (2009)